線束實(shí)際加工過程中由于線束的復(fù)雜程度不同,客戶需求不同�,加工過程的模式就不同���。對于復(fù)雜線束���、客戶高要求線束加工均需要依據(jù)二維線束圖紙���,將圖紙中的尺寸1:1 進(jìn)行展開���、布局,形成線束工裝板圖�,便于線束加工����。
線束工裝板圖是一線員工在線束產(chǎn)品加工過程、組裝工序中���,最直接的指導(dǎo)性技術(shù)文件。工裝板圖的直觀性�、通俗性直接影響組裝員工的加工效率。線束外常用包扎輔材有:波紋管�、膠帶�����、紡織套管���、德莎袖套膠帶�、編制套管�、PVC 套管��、PVC 布��、尼龍編織套管��、拉鏈?zhǔn)絇VC 套管����。A��、線束導(dǎo)線外半疊式包膠(膠帶密纏)�����、局部包膠(膠帶點(diǎn)纏)�、粗包膠(膠帶花纏)�����。B���、線束外輔材的包扎方式:半疊式包膠(膠帶密纏)、局部包膠(膠帶點(diǎn)纏)�����、粗包膠(膠帶花纏)�。C、不同部位包扎使用的膠帶類型也不同�,包含:布基膠帶、絨布膠帶���、PVC 膠帶�����、海綿膠帶、網(wǎng)格膠帶等�。
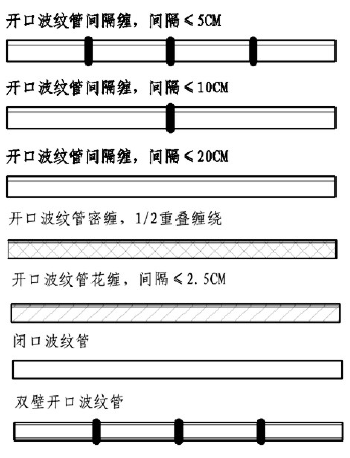
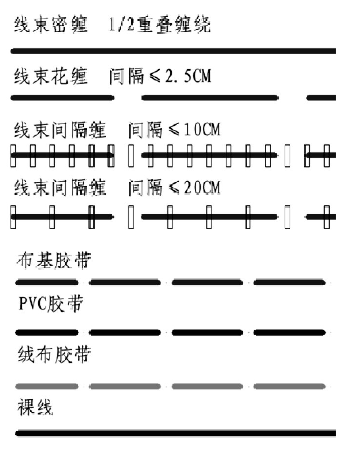
針對上述輔材及包扎方式����,線束工裝板圖在表示方式初期設(shè)定時(shí),不同線束分支的輔材裝配方式的圖示選型尤其重要���。下面對常見的管外包扎方式及線束包扎舉例說明�����,如下圖1 和圖2:
產(chǎn)品加工過程中��,為提升產(chǎn)能保證產(chǎn)品的產(chǎn)出效率����,線束工裝板經(jīng)常以轉(zhuǎn)動流水線的形式布局��,因而工裝板的版幅就受到了限制����。
考慮到人機(jī)工程匹配度問題�����,工裝板的寬度通常在90 厘米左右����,轉(zhuǎn)動流水線的加工模式對工裝板的長度也需做一定的約束,通常有4 米和6 米左右兩種尺寸的版幅��。
產(chǎn)品的需求不同�����,工裝板圖中三維分支走向���、具體的分支點(diǎn)包扎方式也就不同��。常見的分支點(diǎn)的包扎方式有:Y 型/T型/十字型/爪型���。通常情況下:在沒有三維走向圖的情況下�,參照主機(jī)廠給定的二維線束圖紙進(jìn)行分支走向布局,若有三維走向圖嚴(yán)格參照執(zhí)行��。線束工裝板圖嚴(yán)格按照設(shè)計(jì)要求的尺寸進(jìn)行1:1 布局����。布局過程以圖紙為主��,加工便捷性為輔進(jìn)行設(shè)計(jì)�����。如果遇到特殊的插接器和特殊分支��,分支點(diǎn)不能放置于工裝板圖布局的拐點(diǎn)����。在布局過程中,工裝板的更大尺寸有限定�,因此對于總長比較長的線束,難免在線束工裝板圖布局過程中會有折彎的情況���,折彎時(shí)為減少對流水線掛線過程導(dǎo)線的損耗,拐點(diǎn)的角度建議不小于90 度���。